SCIO Automation will present its portfolio for production and assembly automation at Motek in...
← SCIO Updates
Creating the factory of the future with Machine Learning

Whether it’s automated analyses of production data, product testing, or autonomous robots - artificial intelligence is revolutionizing industrial automation. It’s a significant driver for the economic development of manufacturing companies, and it provides ample opportunities to get ahead of competitors. There are a variety of subfields within the discipline of artificial intelligence, but machine learning data processing in particular is playing an increasingly important role.
In simple terms, machine learning is the ability to make systems do helpful things without programming them to do so. More specifically, machine learning is the art of allowing systems to learn independently from experience to make predictions, and infer decisions to solve issues that occur. Systems are able to work on their own to resolve new problems, as well as those that companies are currently unaware of. The main aim of this is to optimize specific production processes, thereby keeping error rate or malfunctions to a minimum. But how does the machine learning process actually work?
How machines learn
Defining the target:
The production stage or plant where machine learning will be used needs to be defined in advance, along with specifying what level of optimization the system is expected to achieve.
Training the model:
The next step involves humans training the systems. They provide what are known as training data sets, that a machine learning algorithm looks through to find patterns and correlations.
Transferring what has been learned:
If this learning process is successful, the trained model is put into operation and applied to unknown data. The systems can make certain predictions based on this data and then make ideal decisions for the specified target.
Development loop:
This interactive processes typically run several times to develop an ideal model. Human trainers always evaluate the algorithm’s result to create the model.
The potential of machine learning for industry
What used to be regarded as science fiction has already become science fact in many companies - and the trend is rising. Machine learning data processing is also being applied in a wide range of uses.
In addition to the usual checks at the end of a production line, machine learning enables products to be inspected automatically whilst the production process is. Camera and sensor technologies are not only able to detect predefined defects on components due to their ability to learn at predetermined inspection points, they can also detect defects that are as yet unknown. As a result, defective products can be repaired straightaway or fully removed from circulation prior to completion. This is a huge step forward for quality assurance, and it demonstrates how machine learning will become increasingly relevant in industry over time.
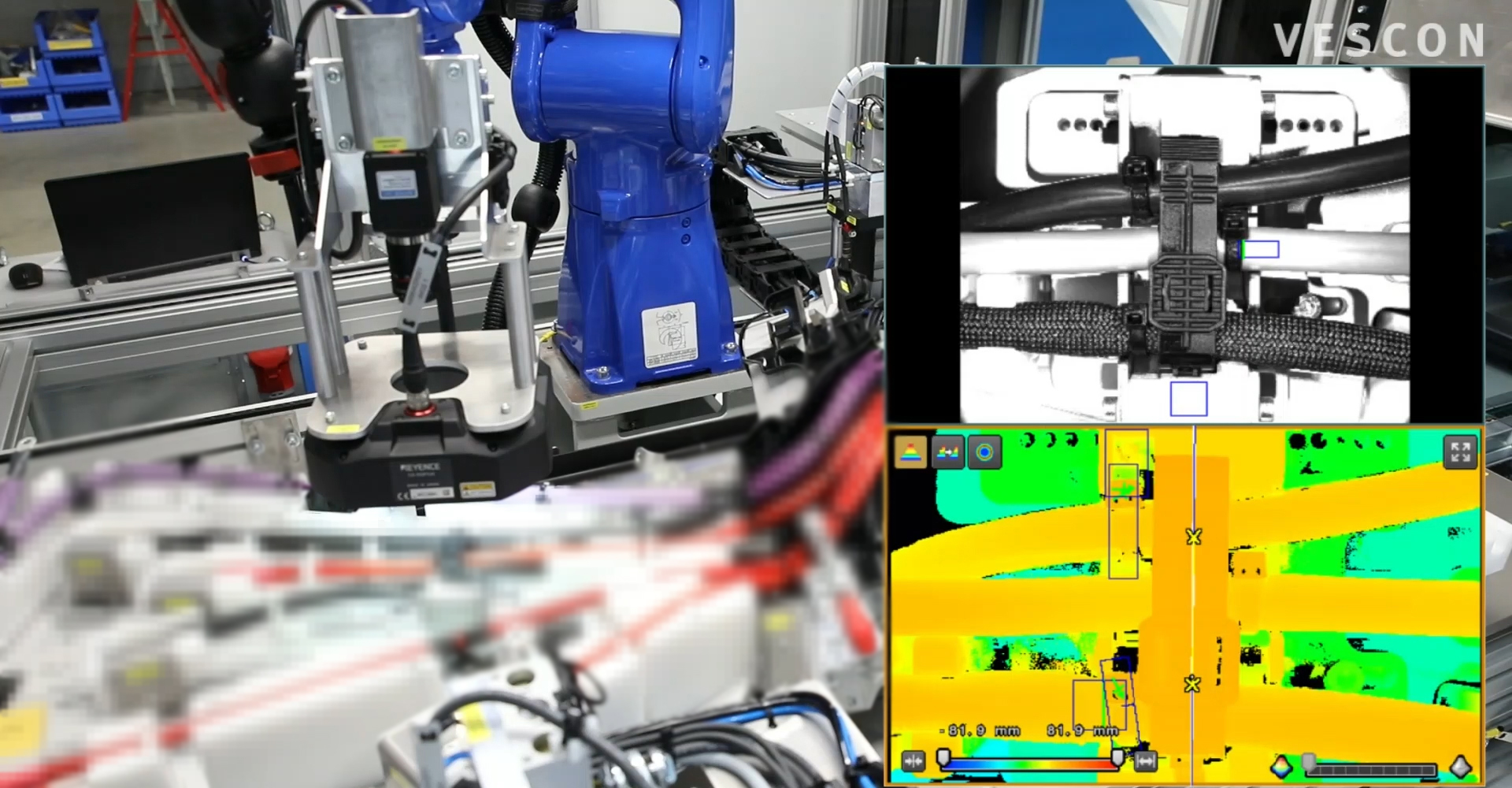
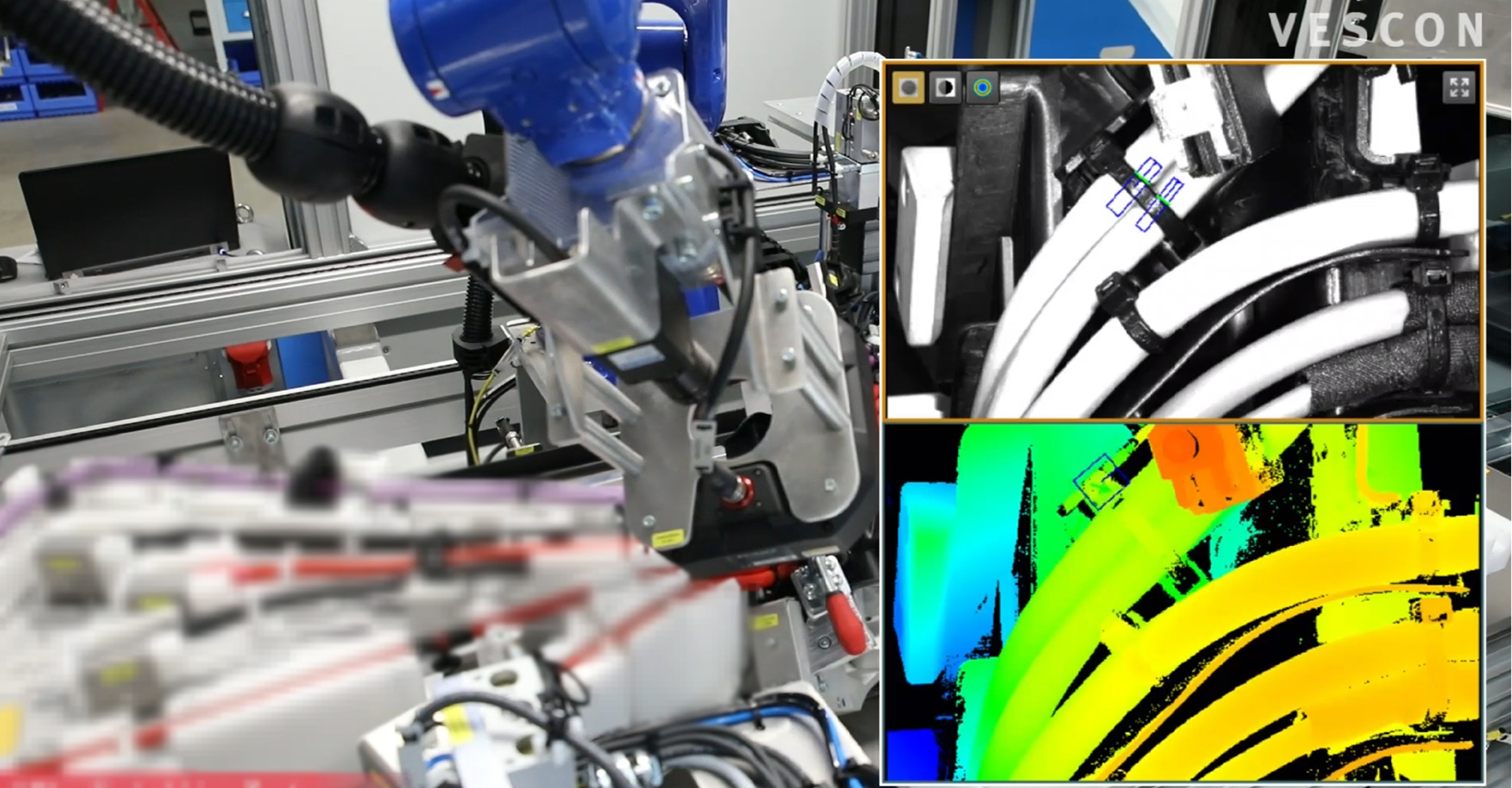
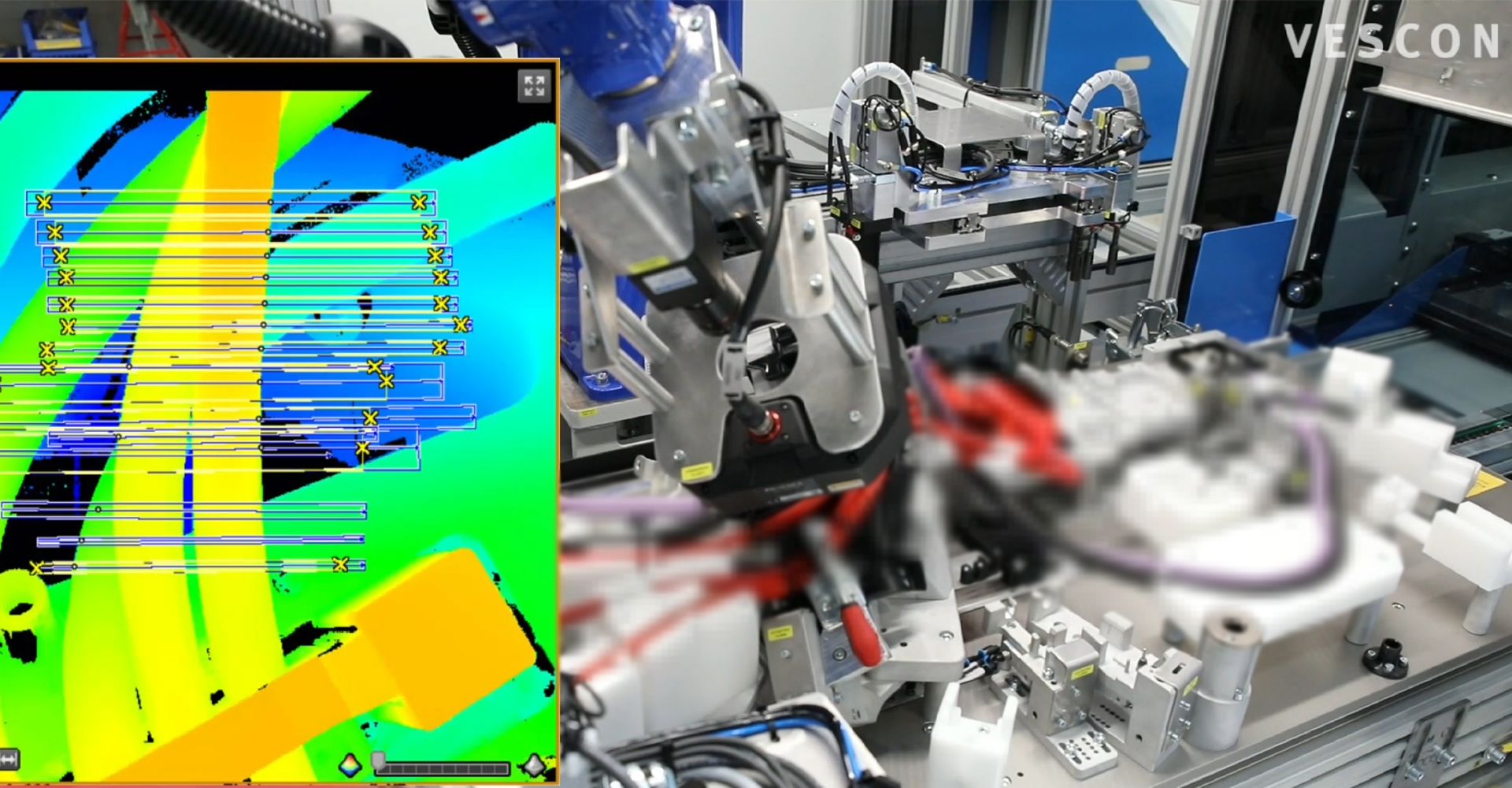
SCIO corporate brand VESCON is already reliant on the immense potential displayed by machine learning for quality assurance. Our experts from VESCON Systemtechnik are currently implementing an automated assembly system for cable harnesses in the automotive industry. Safety-critical areas such as the fixing points for the cable harnesses are checked by using a camera inspection method. This ensures that the cable harnesses are assembled for a perfect fit. Most cameras are only designed to detect precisely defined deviations to millimeter accuracy. In this case, however, minimal deviations can be tolerated due to component flexibility. Instead, they are focused on checking the
• Position
• Rotations
• Crossover points
This isn’t an issue for humans, but imposes an enormous challenge for systems. Teaching different product images into the system - from positive to negative examples - enables them to create their own knowledge base for assessing cable guidance. Making intelligent decisions just as humans would do is becoming a matter of course for artificial systems.
 |
 |
 |
2. Optimizing production
Machine learning can be used in various ways to improve production efficiency, and a distinction is generally drawn as to whether automation is achieved by either:
• Improving the production process
OR
• Improving product quality
An example of this is creating an ideal time schedule for the production process. This makes redundant time buffers obsolete and prevents inactive periods, which ensures that resources are utilized as efficiently as possible. Evaluating data in real time also enables the sequence to be continuously adapted to ever-changing production conditions - automatically, of course. Production parameters are adjusted straightaway during production, well before defects can occur due to established product quality forecasts. This method in particular keeps product recalls to an absolute minimum.
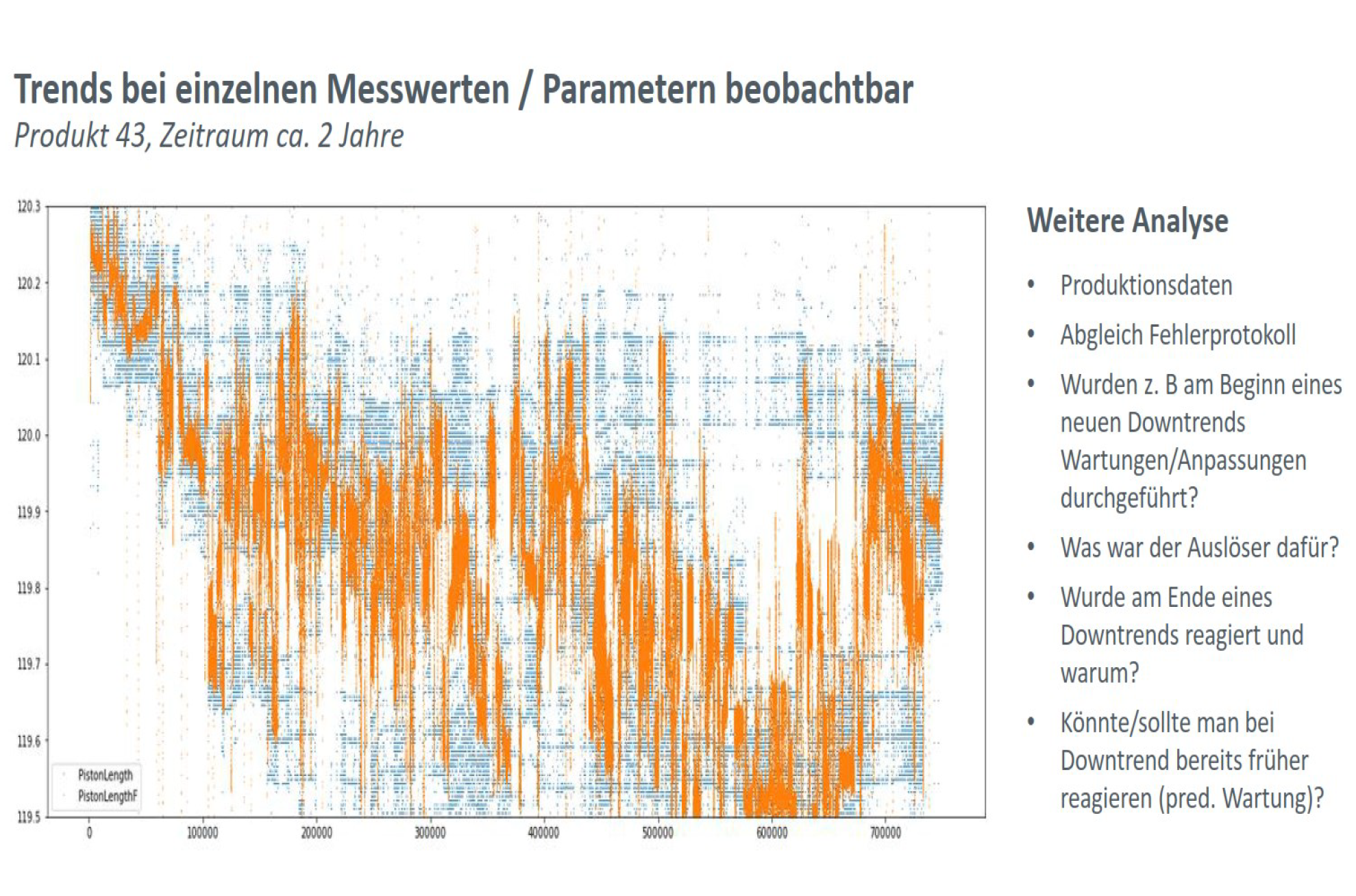
Another crucial application area for machine learning methods is predictive maintenance. Manufacturers in the industry are increasingly focused on ensuring long-term operational readiness of their equipment. Nowadays, sensor technology on industrial plants, which is being consistently improved over time, provides intelligent machines with a huge amount of measurement data. As described in the learning process, this data is needed for training, as well as for identifying malfunctions that may occur in the future. Innovative technology enables machines to be repaired Long before damage occurs and work comes to a grinding halt.
4. Optimized energy management
It's essential for industry to make its production processes sustainable and efficient in light of ever more pressing issues due to climate change and tremendous upheaval in the energy market exacerbated by recent political events. An overview of all relevant factors needs to be created to determine optimum demand, as well as to ascertain how energy is actually used in the manufacturing sector: this can be anything from the framework conditions of energy generation to the production process itself, as well as anticipated consumption levels. In other words, knowledge must be created by using empirical values. Machine learning is ideally suited for this. Systems predict demand and price fluctuations based on these energy consumption patterns, ensuring that processes are efficiently controlled and designed in real time.

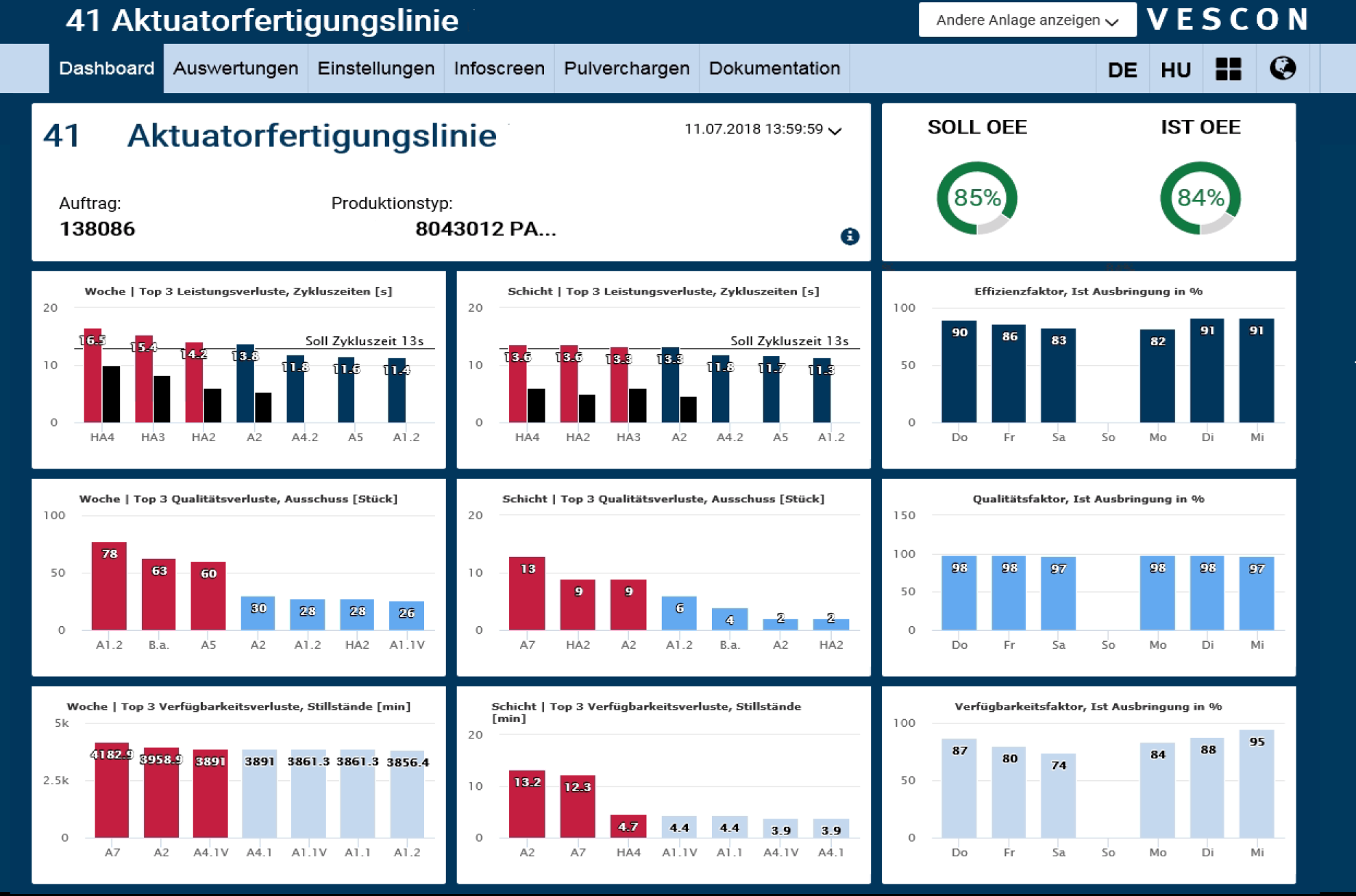
Our automation specialists at VESCON Systemtechnik gave the green light for intelligent and sustainable production several years ago when they started using SO3 Hiberion PDA and traceability software. It provides a tool that records detailed production in a way that can be quickly accessed via intuitive dashboards, or a control tower in the production landscape.
The software will pave the way for our experts to go one step further in the future:
The machines’ raw data that has been recorded in the production which is also referred to as their digital footprint or shadow, will be used as a learning base for the software system. The digital shadow can then be used to model the future process flow, including any errors and malfunctions that may occur by leveraging machine learning principles. This is an enormous opportunity for industry: the system provides protection against production stoppages and malfunctions before they happen, weak points in the process can be quickly discovered and rectified, and the entire production process is made more efficient, allowing you to reap the benefits of improved productivity and effective use of resources. The software has everything you need to capitalize on the benefits of machine learning for industry, allowing you to overcome current challenges in your business.
 |
 |
Do you want to learn more about our software expertise in relation to machine learning and digital twinning? Take a look here.