
The job market is changing – and so are the paths into professional life. At SCIO, that means one...
← SCIO Updates
What's behind the concept of a Digital Twin?

Visualization, simulation, virtual commissioning and digital twin are terms that come up again and again in connection with the smart factory. In particular, everyone is talking about the Digital Twin as the so-called "heart" of the smart factory. But what do we mean by this abstract term and how does it differ from the others? We sat down with Ulrich Reiser, CDO at SCIO Automation, to take a deep dive into the Digital Twin concept and how it's being used at SCIO.
What do we mean by the digital twin?
All the concepts you will hear mentioned are based on virtual models of real plants. However, using this as a starting point, we can say that they differ in three ways:
• The models’ technical characteristics
• Their use cases
• The phase of the life cycle they are used in
Simulations are usually carried out by us in a plant design phase to allow us specific to define or verify certain plant parameters in a virtual model. For example, the space needed for a robot cell for safeguarding the cycle time.
Virtual commissioning goes one step further and tests the plant's control software in the virtual model at an early stage, enabling us to detect and correct errors before commissioning actually takes place. It's often carried out alongside a cinematic 3D representation of the plant. Virtual commissioning has been a crucial component in our plant projects for several years now, paving the way for more virtual engineering solutions such as the Digital Twin.
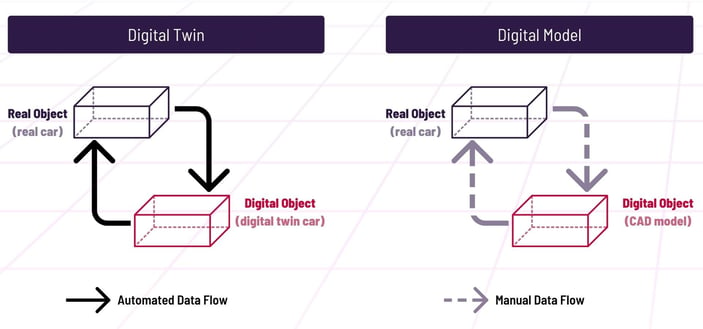
The digital twin is quite tricky to define, as there isn't a standardized explanation yet. Simple CAD models are often designated as digital twin. At SCIO, however, our understanding goes beyond this. In contrast to simulation and virtual commissioning, we consider Digital Twin use cases for all phases in a plant's life cycle. Starting from the planning and design phase through commissioning, the concept in our vision is also used for remote services, training, running through change scenarios or plant optimization. As the plant is already in operation at this point, data are transferred back and forth between the physical plant and the digital model help us carry out all of these tasks. In other words, from the real plant to the digital version, and vice versa.
How can digital twins improve the efficiency of production and operational processes?
The biggest benefit is that we can use digital twins in many ways during operation. By connecting them to real operating data, we are able, for example to monitor the plant remotely, or make recordings to monitor exactly how malfunction has occurred over time, if required. In addition, the operating data that we have gathered from the recordings can be used for statistical evaluations and analyses.
This gives us a huge opportunity:
We can take a closer look at it, allowing us to develop a better understanding of the plants and their underlying processes. This enables us to optimize and adapt them on a continuous basis together with our customers. This also helps us to deal with any issue during servicing. For example, we can reduce unwanted plant downtime and, in turn, improve overall equipment effectiveness (OEE).
|
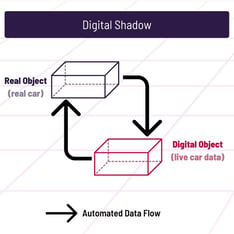
Even with pure "data twins" without a 3D model of the plant, we are able to optimize plant parameters and processes. We can also use this principle to ensure that maintenance is carried out properly by applying AI-based methods. In this case, the concept isn't called a digital twin, it’s a digital shadow. You can think of it as a plant’s digital footprint. |
 |
We were able to use this concept for a SCIO customers plant where they were lots of processing stations, for instance, to detect NOK (not ok) parts as a very early stage, thus ensuring improved OEE. We recorded the plant’s footprint, i.e. its raw data, using our intelligent traceability and PDL software HIBERION. Then we used the data that we collected to create a prediction matrix that predicts the probability of a NOK inspection for each individual component in the various stations. This extremely reliable forecasting system allows us to determine very early on in the manufacturing process whether a component would be NOK tested.
How can companies ensure that data quality and accuracy are sufficient for this?
In the example above, it’s abundantly clear that the digital twin, along with AI-based analytics, offers us great potential for improving plant OEE (Overall Equipment Effectiveness). Big data methods are used to determine data correlations without having to make prior assumptions about relationships between different data points. However, this is also due to the fact it's not clear for us in advance what data are really important. Sometimes it's not even the data from the machine itself that uncovers the most reliable links to failures in end products or machine parts that wear out. Instead, it's data collected by external sensors, such as:
• ambient temperature
• information on the parts being shipped
With all that being said, it's even more important to collect data in a systematic way, and as extensively as possible.
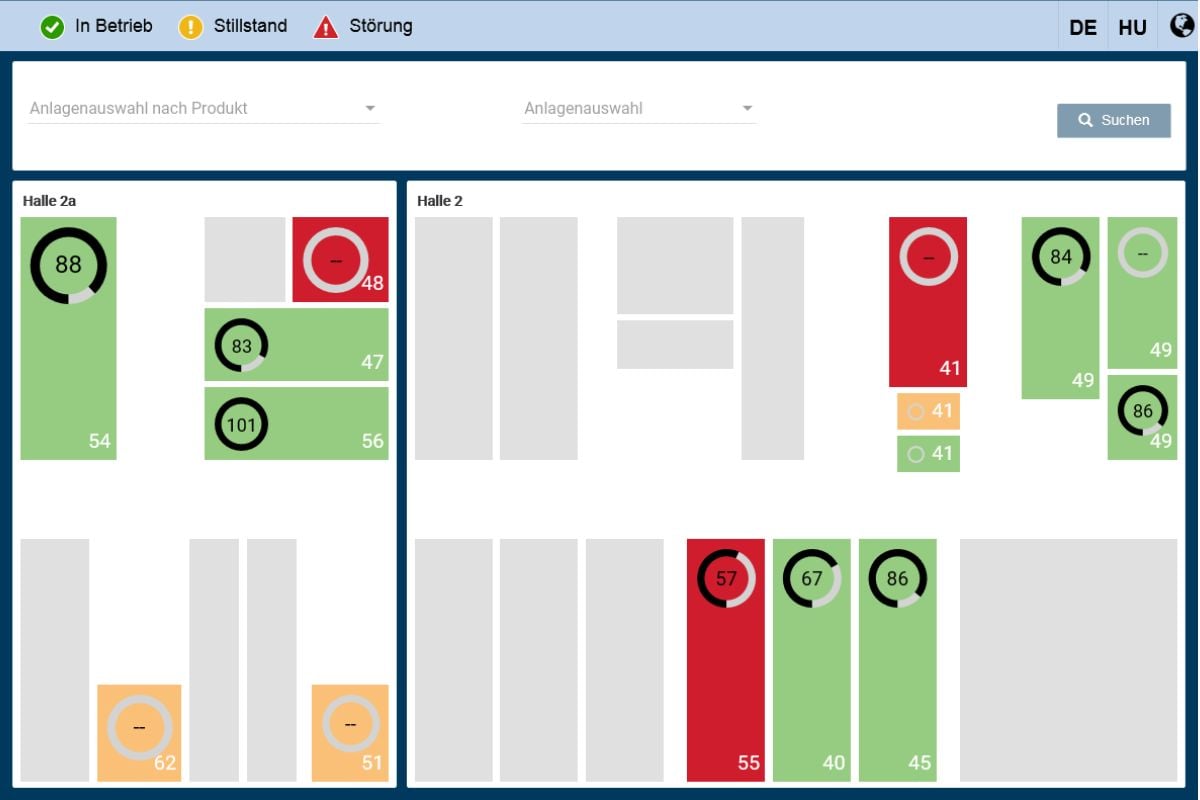
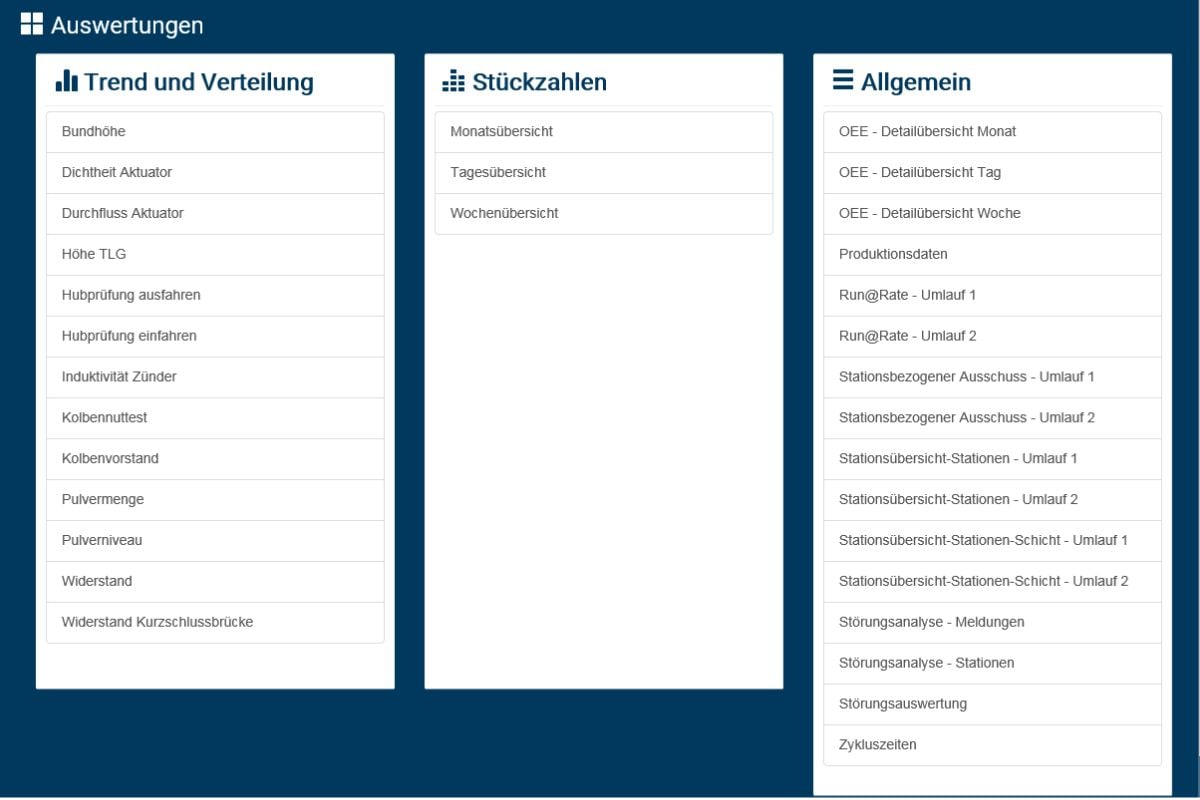
Our HIBERION software offers all the features you need for smart production. Individually tailored to our customers, you can easily record project and order times as well as acquire complex production data with a connection to an ERP system, and extensive plausibility checks. LIVE trends and distributions of all measured values and test parameters are available to us and our customers, as are order/formula data or production statuses/statistics.
 |
 |
 |
What challenges might come up when implementing digital twins?
On the one hand, it can be argued that the additional work required to develop a virtual model is a general issue with this approach, especially in plant projects with frequent changes. That being said, implementing innovative solutions such as the digital twin is hampered by
• Lack of standards
• Data discontinuities
• Needing to do twice the work
i.e. a lack of data architecture, is a major challenge for many companies. Data transfers from previous work steps (e.g. CAD / ECAD software) are the most important thing to ensure that a virtual model can be developed, while making sure that it’s more efficient than the previous approach. However, this can’t always be done at the moment due to the fact that there’s a lack of interfaces available, not to mention incompatible data formats. The SCIO team are working on a standardized data model, a structured data repository ("single source of truth") and developing missing interfaces to guarantee maximum consistency, where possible. We’re also keeping an eye on what others are doing in terms of standardization as we do so:
• Manufacturing X: Activities and standards in the manufacturing industry to improve production processes.• Asset Administration Shell (AAS): A digital interface for storing and managing information on physical objects in Industry 4.0.
• Universal Scene Description (USD): An open standard for storing, editing, and collaborating on 3D graphics data, which is becoming ever more prevalent in industrial software.
How can data security be ensured in a networked system like this?
Security is a top priority for us. After all, hacker attacks are on the rise in these times of networked and digital production systems. That's why we are compliant with the most stringent levels of data security in our systems and entire corporate processes. In the automotive sector, numerous major customers also require their business partners to have TISAX® certification (Trusted Information Security Assessment Exchange) to ensure they can safely work together. VESCON Automation was also TISAX® certified this year.
Even though the term digital twin is already frequently used, where actually are we in its development curve?
Models always abstract just a cross-section of the real world, and with a specific goal in mind. Such a wide variety of approaches in the industry make it difficult to determine which models are being talked about, and whether they’re digital twins or not, even with a more complex definition. However, from a technical standpoint development is already at an extremely advanced stage. High-performance parallel computers and cloud connections can already process large volumes of data to visualize very realistic digital models, some are even AI-based.
In customer projects, we have been developing initial digital images of the plant and processes based on our virtual commissioning process.
For Fuji, for example, we’ve virtualized a system for non-destructive component testing. Fuji is able to use the virtual model in sales for interactive demonstrations for their customers, as well as for training or risk-free testing of new step chains for measuring new components. An automotive manufacturer has already implemented a "digital twin" of a full plant and is now using it to test new processes for adjustments and expansions.
You can find more information about the concept and our expertise with the digital twin on the webiste from SCIO brand VESCON.

